
| 0512-57750750 |

操作程序:按真空泵开按钮------检查工艺参数------检查温度是否到达设定值------检查工作状态是自动还是手动,要设定自动状态------检查真空泵是否缺油------放入待层压组件------合盖------检查真空度------取出组件------检查组件。在确保所有过程正常的情况下,层压机进入正常的工作状态。层压机停机:层压机停机时要求关断一切电源。为确保不被非操作人员误操作,可将紧急按钮纳入关机范围。操作程序如下:真空泵关------合盖(盖不要合严)------加热关------电源关------按紧急按钮------关总闸或:按紧急按钮------关总闸。
南通高效连续式压机哪里好现象征兆:无论加工前、后或加工过程中,基材翘曲或扭曲。锡焊后孔倾斜也是基材翘曲和扭曲的征兆。检查方法:用浮焊试验,有可能进行来料检验。用45度倾斜锡焊试验特别有效。 可能的原因:1.在收货时或在锯料和剪料后,材料翘曲或扭曲,这通常是由于层压不当、切断不当或层压板结构不均衡所引起的。2.翘曲也可以是由于材料贮存不当而引起,特别是纸基层压板,当将其竖放时,就会使其呈弓形或变形。南通连续式压机3.产生翘曲是由于覆的铜墙铁壁箔不相等,如要一面是1盎司,在另一面是2盎司:电镀层不相等,或特殊的印制板设计引起了铜应力或热应力。4锡焊时夹具或固不当,在锡焊操作中重的元件也会引起翘曲。5.在工艺加工过程或锡焊过程中,材料上的孔位移或倾斜是由于层压板固化不当,或基材玻璃布结构的应力而引起的。解决办法:1.矫直材料或在烘箱中释放应力,按照层压板制造者推荐的倾斜角和板材加热温度进行切断操作。同层压板制造商联系,保证不用结构不均衡的基材。2.把材料平放贮存在装货纸板箱中或者把材料斜放平躺在货架上。通常材料放置时应和地面成60度角或更小。3.和层压板制造商联系,避免两面覆的铜箔不相等。分析电镀层和应力,或者装有重的元件或大的铜箔面积引起的局部应力。把印制板重新设计,使元件和铜面积平衡。有时把印制板一面的大部分导线和另一面的导线垂直布设,使两面的热膨胀不相等而引起扭曲,只要可能,应避免这种布线。4.在锡焊操作中,印制板,特别是纸基印制板必须用夹具夹住。在某些情况中,重的元件必须用特殊的夹具或用固定物均衡。5.与层压板制造者联系,采用任何所推荐的后固化措施。在某些情况下,层压板制造商会推荐另一种层压板用在更为严格或特殊的用途中。
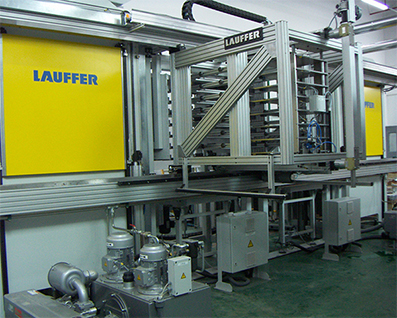
层压机的结构系统主要有装卸料系统、加热系统、压力系统和保护系统四部分。 加热系统由测量元件、控制器、加热器组成。其功能是对容器内的水进行升温和恒温控制,热量通过水传导到受压的电容巴片上使其均匀受热。巴片受热变软,既有利于压缩,又可避免受压产生裂痕。发热元件是包裹在密闭容器外表面的不锈钢电热板,通电后电热板发热,将热量传导给容器内的水使其升温。在实用中为确保水温能达到工艺要求,通常在投料前进行加热,并配以温度探测仪器直接测量水温。在工作时容器是在高压密闭状态的,水温的高低只能通过智能数显温控仪来测量、控制。温度测量元件不能直接测量到容器内的液体温度,只能采取间接的测量方式,因此要求在元件的选用和安装上都要力求减少测量的误差和控制的滞后。 压力系统由压力变送器、压力控制仪表、增压泵、手动阀、气动阀等构成。其功能主要是:压力变送器检测到密封容器内的压力大小,将压力值转变为4~20毫安的标准信号,传送到压力控制仪表的信号输入端。压力控制仪表是压力系统的的控制核心,它接受压力变送器传来的压力信号,根据接收到的压力信号大小控制输出。压力控制仪表输出的信号控制一套增压组件,系统通过增压组件给密闭容器内部加压。增压组件是较为复杂和关键的部件,是由电磁阀和增压泵组成。通过增压泵不断地向密闭容器内注入水使容器内部的水压不断上升直至达到压力设定值。当压力达到设定值后增压泵停止工作,系统进入封闭和恒压的状态,并开始计时。在恒压过程中系统可以自动补偿压力的下降,使压力能恒定在较为精确的范围。当系统恒压计时结束后,压力控制仪表发出泄压信号,控制泄压的气动阀动作,使密闭容器内的水向外泄出,容器内的压力随之而下降。 保护系统包括升降动作、加热、加压等的保护。
层压工艺中的关键之处是压力的控制。压力越大,产品质量越好。具体要求是:压力上升要平稳,压力控制精度要高,恒压时间要准确控制,产品在各个方向的受压均匀。为满足层压工艺及产品生产要求,设备的主体设计应包括装卸料系统、加热系统、压力系统和保护系统四大部分。根据以上构思,设计层压机的工作流程为(见右图):1)加热容器内的水使其达到某一恒定温度;2)产品装载,密封压头下降;3)设定工作压力、恒压时间,并进行施压和保压;4)保压完成后自动卸压;5)密封压头上升,取出产品。

