
| 0512-57750750 |

层压机是指把多层物质压合在一起的机械设备。层压机的使用:1.合理选择层压机在选择层压机时,Di一要考虑的因素就是层压机面积。要选择一个兼容性强的面积,同时考虑开盖方式,外观等。尽可能一机多用。选择完毕后,在生产厂家指导下进行安装调试,进入正常生产使用。2.层压机进入工作状态 自检完成后,层压机可以进入工作状态。3.操作程序: 按真空泵开按钮------检查工艺参数------检查温度是否到达设定值------检查工作状态是自动还是手动,要设定自动状态------检查真空泵是否缺油------放入待层压组件------合盖------检查真空度------取出组件------检查组件。 在确保所有过程正常的情况下,层压机进入正常的工作状态。4.层压机停机: 层压机停机时要求关断一切电源。为确保不被非操作人员误操作,可将紧急按钮纳入关机范围。操作程序如下: 真空泵关------合盖(盖不要合严)------加热关------电源关------按紧急按钮------关总闸 或:按紧急按钮------关总闸。5.层压机停放一段时间后的使用方法:层压机停放一段时间后,要按正常程序启动,不要放入电池板,先空机运行两个循环,将机内吸附的水汽排除干净后方可正常使用。

将配好的瓷介浆料按工艺要求注在流延机的钢带上,通过流延烘干脱膜后,成为电容器介质材料(瓷介薄膜);然后利用精密叠层丝网印刷技术,在瓷介薄膜上反复叠层印刷内电极,每叠一层都经过压台加压然后印刷,成为元件巴块。为了使巴块结构致密,将巴块装在塑料薄膜袋内,抽真空后封好,置于容器内的热水中,将容器密封加压至30Mpa以上,元件在水中均匀受压后本身疏松的结构变得均匀致密,保证了元件电气性能指标的一致性,有效地提高产品的质量。无论层压机应用于哪种作业,其工作原理都是相同的。那就是在多层物质的表面施加一定的压力,将这些物质紧密地压合在一起。所不同的是根据层压的目的不同,压合的条件各不相同。

宜兴工业连续式压机热压机设备在板材的加工制作中起到了很大的作用,临沂地区是一个板材生产销售比较发达的地区,的、所以相应的板材机械设备的生产和销售也比较发达,其中热压机便是其中一钟使用比较广泛的机械设备。一定程度上它是一种连接设备,在操作时需要预先上好助焊剂镀锡的零件加热,在使用时加热到使得焊锡熔化、流动的温度,在经过固化后,在零件和焊锡之间形成一个长期连接。宜兴连续式压机工厂在板材的生产中可以说是必不可少,那么我们在选购设备的时候该如何选购价格低质量好的热压机设备呢?选购时,首先要关注热压机焊接出来的工件外观是否平整一致,是否存在虚焊连锡等不良的情况,看焊接出来的样品是否是平整的。其次是使用时的响应速度,速度一定要快,要具有故障诊断与报警功能,防止烧坏工件,这是选择好的热压机的必备条件之一。可以划分为脉冲热压机、恒温热压机、双压头脉冲热压机、双工位热压机等不同的产品,用户在选购的时候要根据应用需求来选择相应的产品。品牌是产品质量与服务质量象征,所以热压机的性能、寿命、结构设计、工作台面尺寸、操作等都要了解清楚,从设备服务保证上来看,国产设备售前和售后服务十分方便,用户根据生产需要,在各地区的经销商或直接在生产厂的指导下选择设备,设备使用过程出现的任何技术问题,以及配件的更换都是十分方便的。
LAUFFER层压机用的热压牛皮纸是由纯木浆经特殊工艺加工制成,主要应用于PCB、CCL、FPC的压合制程,起传热、缓冲、减压、保温等作用。 LAUFFER层压机多层板或基材板于压合(层压)时,多采牛皮纸做为传热缓冲之用。是将之放置在压合机的热板(Platern)与钢板之间,以缓和较接近散材的升温曲线。使多张待压的基板或多层板之间。尽量拉近其各层板材的温度差异,一般常用的规格为 90 磅到 150 磅。由于高温高压后其纸中纤维已被压断,不再具有韧性而难以发挥功能,故必须设法换新。此种牛皮纸是将松木与各种强碱之混合液共煮,待其挥发物逸走及除去酸类后,随即进行水洗及沉淀;待其成为纸浆后,即可再压制而成为粗糙便宜的纸材。

1.真空层压机的压板的损坏形式主要是边缘处翅曲和局部沟痕,使压板传给制品的压力和热量不均衡,纤维板会出现局部炭化、局部松软或粘板,产品达不到质量标准要求。造成压板损坏的原因多是热压机闭合时,压机手未发现压板之间混人了硬质异物而造成的.有时顶部压板与横梁之间的石棉板隔热层边缘部分脱落而未及时更换修理,时间一长,顶部压板会发生长期性变形。2.对于翘曲变形压板的修理,可做一个热压板压力架,采用热胀冷缩变形处理方法及同时持久加压变形联合处理等方法逐步纠正.对于压板的边缘陷落部分及压板的沟痕,可先用电焊堆焊填平后,用角向砂轮机磨削.再用油石磨平光滑,也可自制简易磨头磨削。我们通过这一修理方法,修好了以往损坏更换下来的八块热压板,节省了几万元的费用。3.真空层压机的热压板泄漏也是一种常见故障.压板的泄漏有两种情况,一种是压板边缘工作面泄漏,原因主要是压板的通道至压板表面之间较薄,在高汽压的冲击下出现裂纹.泄漏蒸汽冲击到产品表面则使产品膨胀软化成为次废品。修理方法是:先用砂轮沿着裂纹铣削出沟槽,再用电焊补焊后,磨削平整光滑.另一种是端面堵封口处泄漏,修理方法同样要在泄漏处铣或钻出一个小坑,然后封焊。
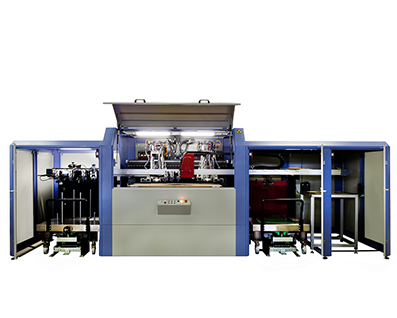
层压工艺中的关键之处是压力的控制。压力越大,产品质量越好。具体要求是:压力上升要平稳,压力控制精度要高,恒压时间要准确控制,产品在各个方向的受压均匀。为满足层压工艺及产品生产要求,设备的主体设计应包括装卸料系统、加热系统、压力系统和保护系统四大部分。根据以上构思,设计层压机的工作流程为(见右图):1)加热容器内的水使其达到某一恒定温度;2)产品装载,密封压头下降;3)设定工作压力、恒压时间,并进行施压和保压;4)保压完成后自动卸压;5)密封压头上升,取出产品。

