
| 0512-57750750 |

将配好的瓷介浆料按工艺要求注在流延机的钢带上,通过流延烘干脱膜后,成为电容器介质材料(瓷介薄膜);然后利用精密叠层丝网印刷技术,在瓷介薄膜上反复叠层印刷内电极,每叠一层都经过压台加压然后印刷,成为元件巴块。为了使巴块结构致密,将巴块装在塑料薄膜袋内,抽真空后封好,置于容器内的热水中,将容器密封加压至30Mpa以上,元件在水中均匀受压后本身疏松的结构变得均匀致密,保证了元件电气性能指标的一致性,有效地提高产品的质量。无论层压机应用于哪种作业,其工作原理都是相同的。那就是在多层物质的表面施加一定的压力,将这些物质紧密地压合在一起。所不同的是根据层压的目的不同,压合的条件各不相同。
热压机械设备是一种在木材制作加工,装潢,建材等众多领域都得到广泛使用的设备,得到了众多客户的青睐和喜爱。在使用热压机械设备完以后,一定要进行及时的检查,保证后期使用中不会出现问题,所以经常性的清洁就成为了很有必要的工作,如果不及时进行清洁的话,设备表面会出现很多的灰尘,这些灰尘会造成很多的损伤。减少工作效率,损害内部零件。简单的清洁工作不可免,从细节做起对机械设备进行完善的处理。增加生产效率,提高工作质量。

其实在动定压板之间再组装一个浮动压板的一种仪器,也就是指含有3个或者3个以上的热压板的机器。其实该产品的功能原理主要是依据流体水具有能够分散传播压力的能力,其在一个密封的容器内会达到一个高压状态,然后对容器内的电容巴片进行有效的施压,使该电容巴片在外形结构上能够保持平稳的表面。除此之外我们还需要对层压机的运作时的基本要求做个了解,该仪器的一般是在35兆帕条件下运行的,其需要大概十五分钟的时间来升压,具有比较精确的精度,一般情况下需要一个小时的时间将温度升高到80度。对于温度的控制精度也是比较精准的,误差在两度以内。

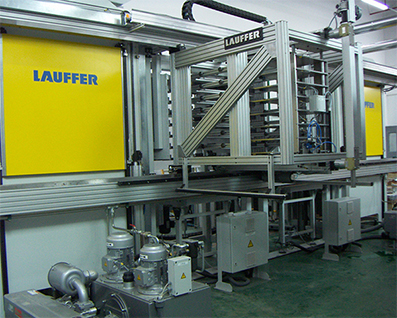
层压工艺中的关键之处是压力的控制。压力越大,产品质量越好。具体要求是:压力上升要平稳,压力控制精度要高,恒压时间要准确控制,产品在各个方向的受压均匀。为满足层压工艺及产品生产要求,设备的主体设计应包括装卸料系统、加热系统、压力系统和保护系统四大部分。根据以上构思,的工作流程为(见右图):1)加热容器内的水使其达到某一恒定温度;2)产品装载,密封压头下降;3)设定工作压力、恒压时间,并进行施压和保压;4)保压完成后自动卸压;5)密封压头上升,取出产品。
无锡双钢带压机哪里好层压机内层压用高温布背板层压时材料顺序是特氟龙高温布+玻璃+EVA+电池片+EVA+背板+特氟龙布,主要利用特氟龙的防粘性,防止EVA粘在层压机上。一般使用规格:小型层压机1.25米内宽即可,大型层压机1.8、2.0、2.2、2.4米宽度都有,长度不等,一般在6米以内。层压机内输送带用高温布自动层压机内电池板要通过一条耐高温和防粘的输送带输送,由于层压机内是抽真空,为了使布不会吸板,要求布的表面有纹路,输送带在输送的时候张力不要太大。双钢带压机哪里好使用规格:小型层压机1.25米内宽即可,大型层压机1.8、2.0、2.2、2.4米宽度都有,长度不等,一般在6米以内。

层压机压合时为了防止其变形就要严格按照规定的操作流程执行:1.产品在成型前,要先对成型模进行清洁和整理,而且要清洁整理干净。2.打开电源开关,启动手动操作,然后点动上下模板,进行装模调试。3.成型模调试好以后,应进行定位检查,是否符合规定要求。4.在成型前,先必须要将成型机、成型模具周围等清理干净才行。5.对电气绝缘情况、光电感应开关等进行检查,一般是每个月进行一次。6.设备运行过程中,如果发现模内有杂物的话,那么应立即停机进行处理,以免损坏模具。7.每天作业完成及下班后,要切断设备电源,然后清洁机器设备,清扫作业场所。当机台清理好以后,应在成型模上涂抹上防锈剂,以保证模具的使用寿命。贴面板在热压机过程中出现变形是较常见的一种问题。要想减少这种情况的发生或是预防这种情况的发生是就必须找出问题的根源。以下是贴面板在热压机过程中产生变形较常见的几个原因。在我们平时的热压机运行时就特别容易发生冷态开机时的预热会造成变形的情况,主要会影响的方面有预热时的温度升高太快、加热的不均匀等。在生产的过程中会出现个别的板坯密度太低、装短的板坯和漏装的板坯等一系列的诸多情况,导致了压力过多的放在了厚度上而导致的热压板发生变形。总体来说,还是需要操作者在整个运行过程中,协调好热压机的各部件之间的关系,已达到事半功倍的效果。以上就是小编为大家带来的一个简单介绍,喜欢的话可以多看看,有需要的也可以保存下来。

