
| 0512-57750750 |
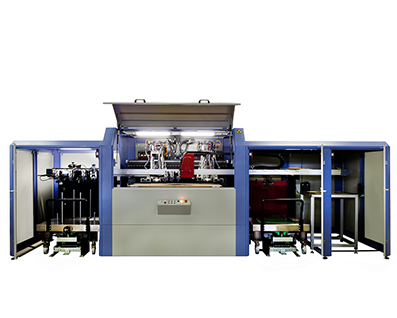
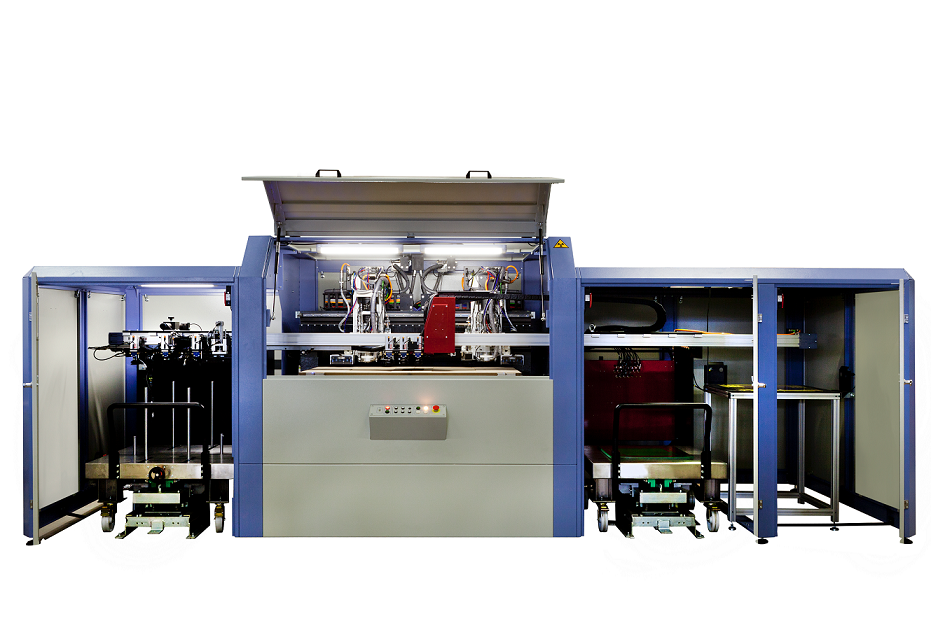
层压工艺中的关键之处是压力的控制。压力越大,产品质量越好。具体要求是:压力上升要平稳,压力控制精度要高,恒压时间要准确控制,产品在各个方向的受压均匀。为满足层压工艺及产品生产要求,设备的主体设计应包括装卸料系统、加热系统、压力系统和保护系统四大部分。根据以上构思,的工作流程为(见右图):1)加热容器内的水使其达到某一恒定温度;2)产品装载,密封压头下降;3)设定工作压力、恒压时间,并进行施压和保压;4)保压完成后自动卸压;5)密封压头上升,取出产品。

层压机的结构系统主要有装卸料系统、加热系统、压力系统和保护系统四部分。 加热系统由测量元件、控制器、加热器组成。其功能是对容器内的水进行升温和恒温控制,热量通过水传导到受压的电容巴片上使其均匀受热。巴片受热变软,既有利于压缩,又可避免受压产生裂痕。发热元件是包裹在密闭容器外表面的不锈钢电热板,通电后电热板发热,将热量传导给容器内的水使其升温。在实用中为确保水温能达到工艺要求,通常在投料前进行加热,并配以温度探测仪器直接测量水温。在工作时容器是在高压密闭状态的,水温的高低只能通过智能数显温控仪来测量、控制。温度测量元件不能直接测量到容器内的液体温度,只能采取间接的测量方式,因此要求在元件的选用和安装上都要力求减少测量的误差和控制的滞后。 压力系统由压力变送器、压力控制仪表、增压泵、手动阀、气动阀等构成。其功能主要是:压力变送器检测到密封容器内的压力大小,将压力值转变为4~20毫安的标准信号,传送到压力控制仪表的信号输入端。压力控制仪表是压力系统的的控制核心,它接受压力变送器传来的压力信号,根据接收到的压力信号大小控制输出。压力控制仪表输出的信号控制一套增压组件,系统通过增压组件给密闭容器内部加压。增压组件是较为复杂和关键的部件,是由电磁阀和增压泵组成。通过增压泵不断地向密闭容器内注入水使容器内部的水压不断上升直至达到压力设定值。当压力达到设定值后增压泵停止工作,系统进入封闭和恒压的状态,并开始计时。在恒压过程中系统可以自动补偿压力的下降,使压力能恒定在较为精确的范围。当系统恒压计时结束后,压力控制仪表发出泄压信号,控制泄压的气动阀动作,使密闭容器内的水向外泄出,容器内的压力随之而下降。 保护系统包括升降动作、加热、加压等的保护。

南京双钢带压机哪里好一. Lauffer层压机起重可用汽车吊车(容量为20-25吨以上)吊升Lauffer层压机。钢丝绳起吊点应设在中间两固定导轨的立方管底部,机器与钢丝绳接触面需用胶板或厚纸壳隔离,以防机器表面损伤。将机器提升到离地面约50cm处,不要吊升得太高。高效双钢带压机二. Lauffer层压机移动1.小心缓慢将升起的机器落下置于平坦地面的4个滚轮组上。确保机器四个边角的每个顶点都与相应滚轮组紧密配合。2.作为预防措施,在机器与滚轮之间放置一块软衬垫。3.落下绳索,并从机器上取下。4.将绳索固定机器上,用叉车或绞车(固定在稳固处)将机器移动至安装位置。5.用10吨以上固定型起重机或千斤顶一个接一个地取下滚轮,Zui终将机器安装到位。三.滚轮组要求1.承重量:>4吨/只2.确保机器顶起后,可以轻松改变滚轮滚动方向3.滚轮组应当适用于混凝土地面
使用说明—请您在进行操作之前,请仔细阅读使用说明。 一、开机 1、将电源插头插在AC220V的插座上(要保证插座不会超载)。 2、将电源开关按上,此时温度显示窗显示本机温度即表示加电正常。 二、设定温度与保温时间: 1、不同的PVC(PET)卡与不同的层压膜所需的温度与保温时间不同,一般PVC卡与膜的层压温度为90-120度;A4层压的温度为140-160度,保温时间一般为3-6分钟。 注:一般情况下温度不可超过150度,否则会导致PVC卡变形。 三、安放PVC(PET)印刷品与膜: 1、先将一张“层压夹板”放入“层压托板”,然后放入一层“带胶膜”(注意:带胶膜胶面朝上),再放入一层“PVC印刷品”,再放一层“带胶膜”(注意:带胶膜胶面朝下),再放一张“层压夹板”2、将放好PVC卡与膜的托板平稳的塞进机器的进料中(要确保托板放到位)。 4、A4层压机操作同上。 四、加压 操作步骤:待托架安放到位后,顺时针转动手轮压紧夹板,再用加力杆加压后,方可按下启动按钮,机器则自动加温,当达到设定温度后,机器则自动根据设定时间倒计时,当倒计时为“0”时,机器自动风冷却,温度冷却到59度时,机器发出“嘀嘀嘀,嘀嘀嘀......”的报警声,表示层压工作已完成,反时针转动手轮加力杆直至能取出托板为止,取出后稍冷片刻,以免烫手。 五、使用维护提示: 1、层压夹板随时保持清洁,可用软毛巾沾酒精擦洗,再用干净毛巾擦干。 2、机器长期搁置后,开机前须检查和进行试运转。 3、定期在机器的丝杆、立柱及其它部位加注润滑油

